სპეციფიკაციები
ჭრის სიჩქარე: 80 მ / წთ
გრაფიკული ფორმატი მხარდაჭერილია: DWG, DXF
განაცხადის: ლაზერული ჭრა
მდგომარეობა: ახალი
ჭრის სისქე: 0-25 მმ
CNC ან არა: დიახ
გაგრილების რეჟიმი: წყლის გაგრილება
კონტროლის პროგრამული უზრუნველყოფა: Cypcut
წარმოშობის ადგილი: ჩინეთი ანჰუი (მატერიკზე)
ბრენდი სახელი: ACCURL
სერთიფიკატი: CE, ISO, SGS
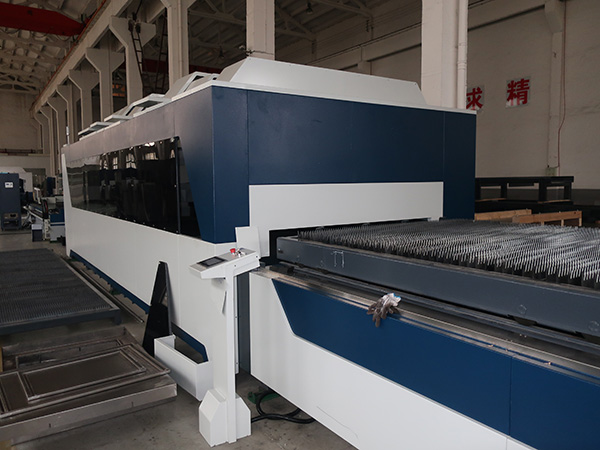
პროდუქტის დასახელება: ბოჭკოვანი ლაზერული Tube & Plate Cutter
კვების ბლოკი: 5000W / 700W / 750W / 800W / 1000W / 1200W / 2000W
ჭრის ფორმის: ფირფიტა და მილის
სამუშაო ფართობი: 1500mmX3000mm / 2000mmX4000mm / 2000mmmX6000mm
ტიპი: ბოჭკოვანი ლაზერული ჭრა
მაქსიმალური სიჩქარე: 80 მ / წთ
მილის საჭრელი დიამეტრი: 30 მმ-იანი მმ
Tube ჭრის სიგრძე: არანაკლებ 6 მ
X, Y ღერძის პოზიცია აკუმულაცია: 0.05 მმ
X, Y ღერძის განმეორებადობის სიზუსტე: 0.025 მმ
მას შემდეგ, რაც გაყიდვების სერვისი მომწოდებელი: ინჟინერი ხელმისაწვდომი მომსახურების მანქანა საზღვარგარეთ
ოპტიკურ ლაზერული ჭრის უპირატესობები:
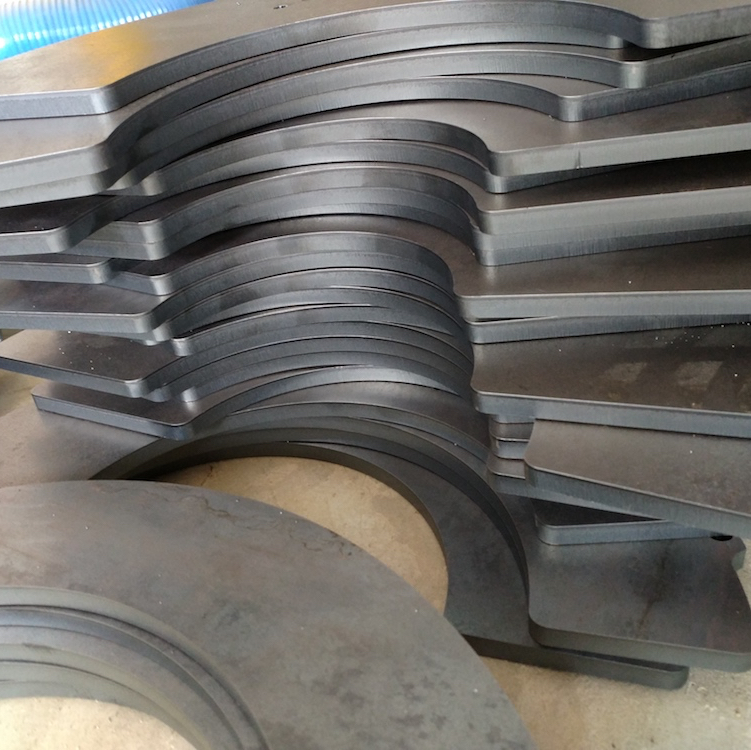
1. შესანიშნავი გზა ხარისხი: პატარა ლაზერული დოთი და მაღალი მუშაობის ეფექტურობა, მაღალი ხარისხი.
2. მაღალი ჭრის სიჩქარე: ჭრის სიჩქარე არის 2-3 ჯერ იმავე სიმძლავრის CO2 ლაზერული ჭრის დანადგარი.
3. სტაბილური გაშვება: მიიღოს მსოფლიოს მასშტაბით იმპორტირებული ბოჭკოვანი ლაზერები, სტაბილური შესრულება, ძირითადი ნაწილები შეიძლება მიაღწიონ 100,000 საათს;
4. ფოტოელექტრული კონვერტაციის მაღალი ეფექტურობა: შეადარეთ CO2 ლაზერული ჭრის დანადგარი, ბოჭკოვანი ლაზერული ჭრის დანადგარი სამჯერ ფოტოელექტრიკული გარდაქმნის ეფექტურობაა.
5. დაბალი ღირებულება: ენერგიის დაზოგვა და გარემოს დაცვა. ფოტოელექტრული კონვერტაციის კურსი 25-30% -მდეა. დაბალი ელექტროენერგიის მოხმარება, მხოლოდ 20% -30% ტრადიციული CO2 ლაზერული ჭრის დანადგარია.
6. დაბალი შენარჩუნება: ბოჭკოვანი ხაზის გადაცემის საჭიროება არ არის ასახული ობიექტივი, შეინახეთ შენარჩუნების ღირებულება;
7 მარტივი ოპერაცია: ოპტიკურ-ბოჭკოვანი გადამცემი, არ არის ოპტიკური გზაზე რეგულირება.
Ტექნიკური პარამეტრები
ეფექტური სამუშაო ფართობი (მმ) | 3000x1500 / 4000x2000 / 6000x2000 | ||
მაქს მილის დიამეტრი | 200 მმ (შეიძლება მორგებული 600 მმ) | ||
მილის სიგრძე | 6 მმ | ||
Z ღერძი ინსულტი | 120 მმ | ||
მაქს პოზიცია სიჩქარე | 60 მ / წთ | ||
X, Y ღერძის პოზიცია სიზუსტე | 0.05 მმ | ||
X, Y განმეორებადობის სიზუსტე | 0.025 მმ | ||
ლაზერული წყარო | 500w / 700w / 750w / 800w / 1000w / 1200w / 2000w | ||
ნახშირბადოვანი ფოლადი | ≤10 მმ | ||
Უჟანგავი ფოლადი | ≤ 4 მმ | ||
ალუმინის | ≤ 4 მმ | ||
სტანდარტული კონფიგურაცია
ბოჭკოვანი ელექტროენერგია | Raycus / IPG | ||
ბოჭკოვანი ჭრის ხელმძღვანელი | Raytool | ||
მანქანა ორგანოს | ტაიორი | ||
ჯვრის სხივი | ტაიორი | ||
სამუშაო მაგიდა | ტაიორი | ||
გადაცემათა კოლოფი | Apex | ||
X, Y Rack და Pinion | შვედეთი ლინდენი | ||
ბურთი ხრახნიანი | ტაივანი ჰივილი | ||
სარკინიგზო | ტაივანი ჰივილი | ||
პნევმატური სისტემა | იაპონიის SMC | ||
გაგრილების სისტემა | ტაიორი | ||
ელექტრო კომპონენტები | შნაიდერი | ||
Საკონტროლო სისტემა | CypCut | ||
AC servo საავტომობილო და მძღოლი | იასკავა | ||
CAD / CAM პროგრამული უზრუნველყოფა | Smart Nest პროფესიონალი | ||
ჭრის პარამეტრი(700w ლაზერულ შემთხვევაში შემთხვევაში)
ლაზერული ძალა (W) | მასალა | სისქე (მმ) | სიჩქარე (მ / წთ) | ჭრის გაზი |
700W | Უჟანგავი ფოლადი | 0.5 | 21 | N2 |
1 | 16 | N2 | ||
2 | 5 | N2 | ||
3 | 2 | N2 | ||
4 | 1.2 | N2 | ||
700W | ნახშირბადოვანი ფოლადი | 1 | 12 | O2 |
2 | 6 | O2 | ||
3 | 4 | O2 | ||
4 | 3 | O2 | ||
5 | 2 | O2 |
სულ ელექტროენერგიის ღირებულება
საქონელი | სიმძლავრე (კვ) | მთლიანი სიმძლავრე (კვ / სთ) | ჯამური ღირებულება (usd / h) |
ლაზერი | 2.9 | ≦ 20.9 | USD2.0 (სულ 60% მთლიანი დატვირთვისთვის) |
მანქანა | 9.5 | ||
chiller | 4.5 | ||
Ჰაერის კომპრესორი | 4 |
გაზის ღირებულება
გაზის ტიპი | ფასი (USD / ცილინდრი) | მოცულობა (მინ / ცილინდრი) | ღირებულება (USD / H) | შენიშვნა |
O2 | 2.5 | 60 | 2.5 | 1 მმ ნახშირბადოვანი ფოლადი |
N2 | 4.2 | 15 | 16.5 | 1 მმ ნახშირბადოვანი ფოლადი |
თხევადი N2 | 55 | 120 | 4.5 | 1 მმ უჟანგავი ფოლადი |
Საჰაერო | 1.1 (საჰაერო კომპრესორი) | არანაკლებ 2 მმ ნახშირბადოვანი ფოლადისაგან, ხარისხის ჭრა |
ინსტალაციის პირობები
გამყიდველმა უნდა განახორციელოს მონტაჟი შემდეგი სახით:
1) მონტაჟი და შეკრება
2) მანქანა და სამუშაო მაგიდის პოზიციონირება
3) კაბინებისა და შლანგებიდან მომსახურების შესვლის წერტილიდან
4) ელექტროგადამცემი ხაზებისა და გაზის შლანგები
სასწავლო პირობები
ექსპლუატაციაში შესვლის შემდეგ, გამყიდველი ტექნიკოსი იწყებს ტრენინგს.
კლიენტმა უნდა უზრუნველყოს საკმარისი მასალა და მასალები, რათა უზრუნველყოს ტრენინგის დამაკმაყოფილებელი დასრულება.
ტრენინგი მოიცავს შემდეგ საკითხებს:
1) მანქანა მიმოხილვა
2) კონტროლის ფუნქციები და ოპერაცია
3) მანქანა შენარჩუნება და კორექტირება
4) მანქანაზე ზედამხედველობა
მანქანა ოპერატორის მომზადება არის ინსტალაცია და მონტაჟი, ამიტომ პერსონალი ყოველთვის უნდა იყოს ხელმისაწვდომი.









